+ 1 612 782 3050 sales@fmh-corp.com
+ 1 612 782 3050 sales@fmh-corp.com
Our Supply Chain Team, customer specific Project Managers (PM), Quality Control Group and Production management system enables FMH to easily tailor our services to each customer’s needs. The goal of quality product delivered on time and on budget is attested to by our customer’s own scorecards and awards. FMH maintains UL 508A and UL 913 Listings. FMH also holds ITAR certification with significant experience following Mil Spec Standards.

Leverage of Supply Chain Group’s expertise and relationships with leading manufacturers and distributors. Our purchasing volume can drive your current material cost and delivery lead time in a more positive direction.
Each customer is assigned a specific Project Manager, (PM), who’s primary job is to drive their projects to be on time and on budget. Our PM’s are all former panel/machine builder’s that drive our daily production meetings, leveraging the other value add services groups and management to assure customer project success.

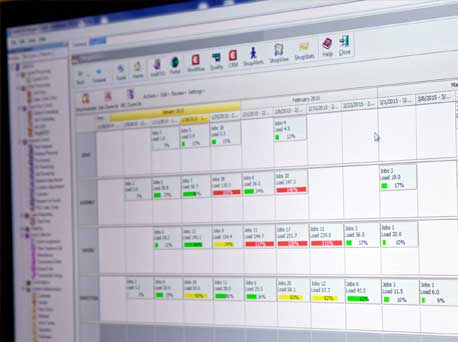
Our highly customized MRP system allows FMH to provide real time status on projects to our customers whenever it is requested. Customized reporting and in house engineering support allows the FMH team to see potential issues, and implement a customer approved solution before the issue affects our customer’s timeline or budget unexpectedly.

FMH offers a full array of control system manufacturing services, from industrial automation for large batch orders to custom fabrication for unique applications.
Read More
Our in-house Engineering staff enables FMH to offer our customers support ranging from simple electrical design verification to high-end turnkey control systems design, documentation and programming.
Read More
We provide complete upper level turnkey assembly allowing our customers to single source the product. Taking advantage of our wire harness, cable assembly and printed circuit assembly lines, we then integrate into upper level turnkey assemblies.
Read MoreFMH Control Systems Is dedicated to its customers and its employees. Please take a look at our current job openings.